Aluminum Alloys 101
-
Casting alloys are designed to be cast to “near-net shape”, i.e. they must be castable => exhibit acceptable:
- Fluidity (to fill the mold) & Feeding behavior
- Resistance to hot tearing and/or hot cracking
-
Mechanical properties are a compromise of strength vs ductility, influenced by
-
Chemistry
-
Heat treatment
-
Careful part and gating design → Solidification Control
-
Local Solidification rate: process dependent → microstructure
-
Control of Defect Structure (few castings are near 100% perfect)
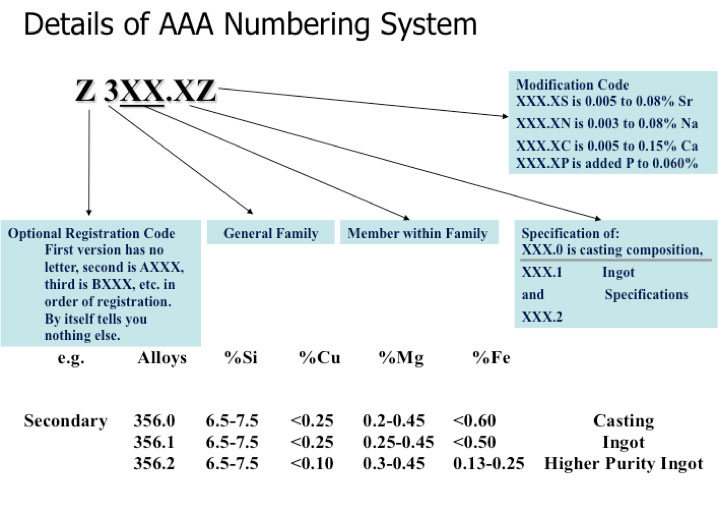
In North America, the American Aluminum Association publishes a standardized alloy designation system.
The most common series for diecasting is the 3xx series (and to a lesser degree the 4xx and few 5xx series).
| Element |
A360 |
A380 |
383 |
384 |
B390 |
A413 |
C443 |
518 |
| Silicon |
9.0-10.0 |
7.5-9.5 |
9.5-11.5 |
10.5-12.0 |
16.0-18.0 |
11.0-13.0 |
4.5-6.0 |
0.35 |
| Iron |
1.3 |
1.3 |
1.3 |
1.3 |
1.3 |
1.3 |
2.0 |
1.8 |
| Copper |
0.6 |
3.0-4.0 |
2.0-3.0 |
3.0-4.0 |
4.0-5.0 |
1.0 |
0.6 |
0.25 |
| Manganese |
0.35 |
0.50 |
0.50 |
0.50 |
0.50 |
0.35 |
0.35 |
0.35 |
| Magnesium |
0.4-0.6 |
0.10 |
0.10 |
0.10 |
0.45-0.65 |
0.10 |
0.10 |
7.5-8.5 |
| Nickel |
0.50 |
0.5 |
0.30 |
0.50 |
0.10 |
0.50 |
0.50 |
0.15 |
| Zinc |
0.50 |
3.0 |
3.0 |
3.0 |
1.5 |
0.50 |
0.50 |
0.15 |
| Tin |
0.15 |
0.35 |
0.15 |
0.35 |
-- |
0.15 |
0.15 |
0.15 |
| Titanium |
-- |
-- |
-- |
-- |
0.10 |
-- |
-- |
-- |
| Other (each) |
-- |
-- |
-- |
-- |
0.10 |
-- |
-- |
-- |
| Other (total) |
0.25 |
0.50 |
0.50 |
0.50 |
0.20 |
0.25 |
0.25 |
0.25 |
There is a wide range of alloys available for conventional diecasting, but all of them have high Fe and therefore low elongation.
Diecasting alloys:
-
The affinity of aluminum to iron (and thus die steel) as well as the very fast injection of the metal into the mold causes a phenomenon called die soldering.
-
This problem can be countered by using alloys containing a high Fe content, which is why most die casting alloys are secondary alloys.
-
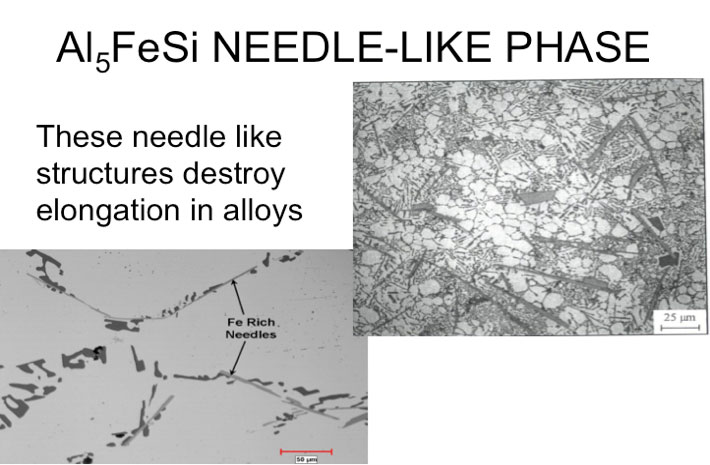
Fe forms needle-like structures during solidification, which has a very negative effect on mechanical properties, especially elongation.
-
In modern (basically primary type) alloys for high integrity diecasting the Fe is partly replaced by Mn which not only helps reduce die soldering but at the same time also modifies the Fe phases and makes them less damaging to the mechanical properties. In the case of Mercalloy, Sr provides the die soldering resistance and allows the reducing of the Mn to lower level, therefore minimize sludge formation and increases impact resistance under high strain rate loading conditions.
-
Die soldering is found more severe at higher Si levels. The heat of fusion of A390 is greater than that of pure aluminum, A413, A380 and Silafont-36. This generation of heat accounts for the greater weight loss of the die steel in A390, i.e. in the immersion test of standard DME H13 pins (47 HRc) for various dip times in different aluminum alloy melts at 680C [Gopal, Lakare and Shivpuri in Die Casting Engineer, May/June 2000].
-
Squeeze casting and semi-solid forming [which are associated with slower mold filling and lower casting temperatures] are less likely affected by the die soldering problem (together with the problem of high porosity levels, especially in thicker sections) which is why they are often used for safety critical castings.
-
Fluidity [and also to a large extent, the more encompassing term castability] of alloys in different gravity casting processes follows the classic Lang rule associated with either the “musy or planar” mode of solidification. For example, in sand and permanent mold casting where the metal front stops at about 15-25% solid fraction, the pure aluminum and eutectic composition exhibit an enhanced fluidity because of the planar solidification front. However, in high pressure die casting where the solidification front stops at a sold fraction greater than 50%, increased fluidity is associated with an increase in the solidification range [unlike gravity casting] and the entire heat of fusion is used in filing the die. Thus in high pressure die casting, unlike sand casting and permanent mold casting, the fluidity increases as the solidus temperature decreases. The high-silicon (9-11% for die casting, and 7-9% for squeeze casting) alloys with a low liquidus temperature have the best castability and the high-magnesium alloys have the poorest castability.
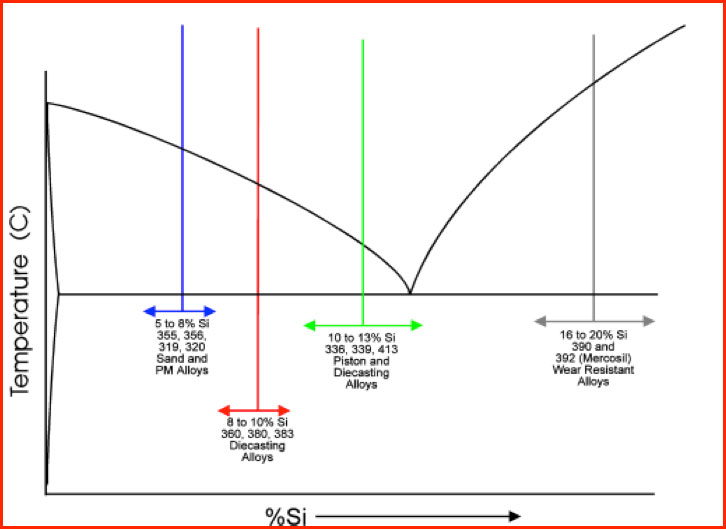
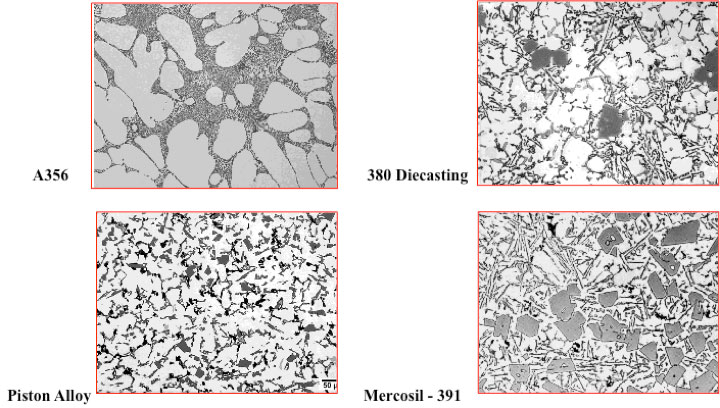
Example micrographs from the four regions of the Al-Si diagram
The key role of each element in the high integrity diecasting alloys
-
Si ==> high silicon content alloy promotes fluidity & castability (reduces hot tear resistance and increases feeding characteristics). Actually, at a given constant superheat temperature, the fluidity in high pressure die casting alloy decreases as the solidus temperature increases. Further silicon reduces the specific gravity and coefficient of thermal expansion. Most diecasting alloys have a Si content of 8-12%.
-
Mg ==> imparts strength and hardness. The Mg2Si-based precipitation hardening displays useful solubility limit of approx 0.7% Mg (after this no further strengthening occurs but matrix softening can take place). It has been found that in Al-Si alloys higher Mg content reduces corrosion resistance slightly and increases the required amount of Mn to beat die soldering.
-
Fe ==> helps reduce die soldering but impacts mechanical properties, in particularly elongation negatively.
This effect is stronger the slower the solidification rate of the casting process is: aerospace sandcasting alloys require a max Fe of 0.06% to achieve good properties (especially elongation), while most PM castings typically work with 0.12% max, and in high integrity diecasting it was found that up to 0.22 to 0.25% Fe max can be tolerated (and excellent mechanical properties still achieved).
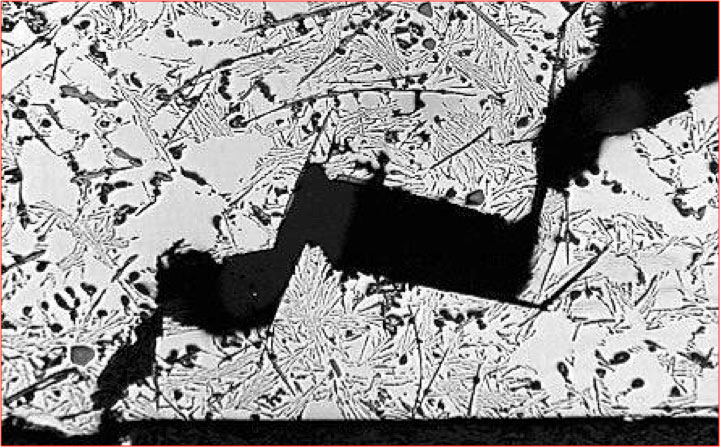
An extreme example of an A380 diecasting that cracked along the Fe platelets
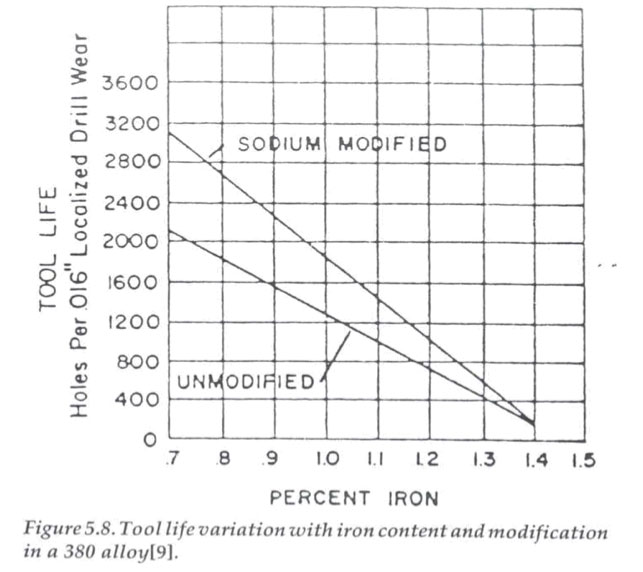
Low Fe combined with modification clearly improves machinability of the castings
-
Mn ==> higher manganese content helps minimize solder and corrects Fe phase (see Mn slides). The solubility of Mn in Al at 600C is 0.80%. However, the solubility of Mn in Al decreases dramatically with small addition of iron, e.g. at 0.25% Fe the solubility of Mn in Al at 600C is 0.5% Mn, indicating that the Mn above 0.5% precipitates as Al12Mn3Si2 and decreases impact properties at high strain rates. Mn also decreases the thermal conductivity of Al more than any other commercial alloying element.
-
Cr ==> added to some 7xx (Al-Zn-Mg) alloys to improve corrosion resistance. Said to help beat die soldering but at the expense of significantly increasing the problem with sludge formation!
-
Ti ==> used as a grain refiner (often in combination with smaller amounts of B – typically 5 : 1) primarily in slow cooling sand and permanent mold castings. At the high freezing rates of die casting, has much less effect on grain refinement. Should not necessarily be in die casting alloys because Ti dramatically increases the liquidus temperature.
-
Cu ==> lower copper content in the alloy imparts higher general corrosion resistance (usually is a strengthening element, especially at elevated temperatures). In the structural diecasting alloys, like Silafont-36 or Aural-2, the limit is 0.03 or 0.05%. Some European OEMs allow now up to 0.3%. Mercalloy alloys allow 0.25% Cu as a standard but depending on the application and requirements can equally be lowered.
-
Ni ==> is usually used with Cu to improve elevated temperature properties. Ni causes filliform corrosion in coated wheels if at >100ppm. In general Ni lowers corrosion resistance.
-
Zn ==> Zn has little effect in most casting alloys, up to about 0.2-0.3%. In combination with Cu and/or Mg at relatively high concentrations it can result in attractive heat treatable and natural aging compositions.
-
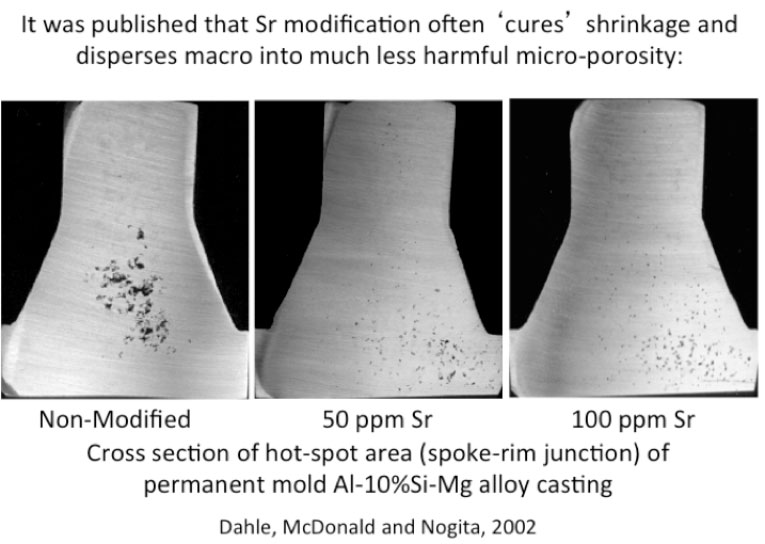
Sr ==> helps modify the eutectic silicon, thereby improving ductility of the alloy. It has also been found to help beat die soldering. High levels, however, can be associated with porosity in thick section parts that are processes with the slow solidification rates of sand and permanent mold casting (but not in diecasting). This is because strontium decreases the surface tension of aluminum, and thus strontium should only be added to well degassed melts if the cooling rate is slow, as in sand and permanent mold casting, or if high integrity of the diecasting is required (e.g. for high mechanical properties, heat treatment, or welding). Solidified die castings usually do not exhibit much hydrogen porosity (they show a lot of other porosity). In sand and permanent mold casting, strontium disperses porosity from macro to micro porosity.
-
Na ==> also modifies the Al-Si eutectic but is embrittling in Al-Mg alloys. Due to it’s rapid fading it is not commonly used. Can come from decomposition of cryolite in the hall cell. At >25ppm it can create thick oxide film (elephant skin).
-
P (Phosporous) negatively impacts (destroys) the effect of both Sr and Na on eutectic modification.
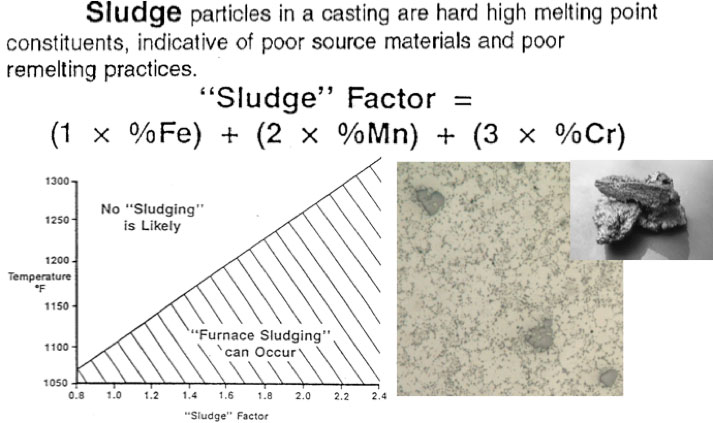
Traditional diecastings are considered “brittle” with basically no elongation, and therefore not suitable for any kind of structural application. The problem is the high Fe content, and process flow that lead to high porosity and other defects, and the presence of often very big amounts of sludge particles:
Sludge formation
-
Controlling Fe, Mn and Cr is important in controlling microstructure and “sludge”.
-
Sludge factor = (1 x wt% Fe) + (2 x wt% Mn) + (3 x wt% Cr) < 1.4 to avoid sludge in holding furnace at 620C (1150F) and < 2.0 to avoid sludge at 660C (1230F)
-
380 [2% Fe; 0.5 Mn; SF=3] has a microstructure full of sludge particles
-
Silafont-36 [0.15 Fe, 0.80 Mn; SF=1.75]
-
Aural-2 [0.2 Fe, 0.5 Mn; SF=1.2]
-
Mercalloy 367 & 368 [0.25 Fe, 0.35 Mn; SF=0.95]
-
Cr is not in any popular die casting alloys
Alloys for structural diecastings: The inherent advantages of diecasting (fast solidification => fine microstructure leading to excellent properties, skin effect which leads to excellent fatique properties, ability to cast very thin walled, complex parts, etc.) would make it ideal for structural applications. There are several examples of structural alloys and applications already available, and this is a market that is currently growing at a significant pace.
-
Fe is replaced by Mn to beat die soldering in Silafont-36 and Aral-2 and other alloys
-
Rheinfelden lowered the Fe content to 0.15% max which makes the alloy very pure but also expensive and aggressive. They add Mn at 0.5-0.8%.
-
Alusuisse/Alcan came out with their Aural alloy series with 0.15-0.20% Fe which also helped reduce the amount of Mn required to beat die soldering to 0.45-0.55% which helped reduce the sludge factor (i.e. run the alloy at lower temperature with less sludging)
-
Mercury Marine (and others) found no impact on high strain rate mechanical properties up to 0.25% Fe, which allows the reduction of the Mn to 0.25-0.35%.
There are basically two different families of structural alloys available:
-
Low Fe (<0.25%), Mn/Sr to beat die soldering, with low Cu, and eutectic Si modified, Al-Si alloy family: Al + 4-12%Si +0-0.6%Mg, Mn, Fe
-
Silafont®-36 (365), Aural®-2/-3 (A365), Calypso 61D, C448, Mercalloys (367, 368, 362), Castasil®-37, Aural®-5, etc.
-
Excellent castability, heat treatable, most commonly used and wide variety of alloys commercially available
-
Al-Mg-Si family: Al + 2-5.5%Mg + 1.5-3%Si, Mn, Fe
-
Magsimal®-59, C446, Aural®-11, Calypso 53 & 54SM, etc.
-
Excellent properties as cast and in T5 temper
-
Difficult to cast, properties extremely wall thickness dependent, require Be, hot tear and SCC susceptible – they are therefore not very common and in our opinion not recommendable!
Some alloys show more wall thickness and location dependence than others, generally AlSiMg type alloys are less sensitive to wall thickness than AlMgSi type alloys, but with increasing wall thickness there is reduced properties!
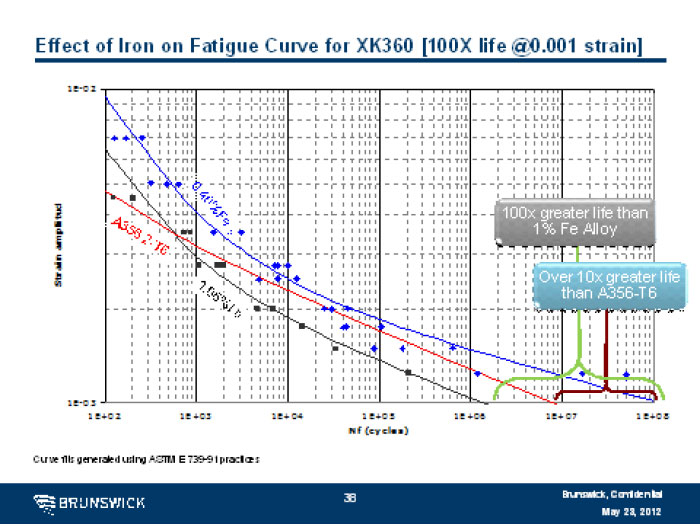
Structural diecastings have excellent fatigue performance due to their “skin effect”: (we need a curve of Mercalloy, this one is from Aural-2)
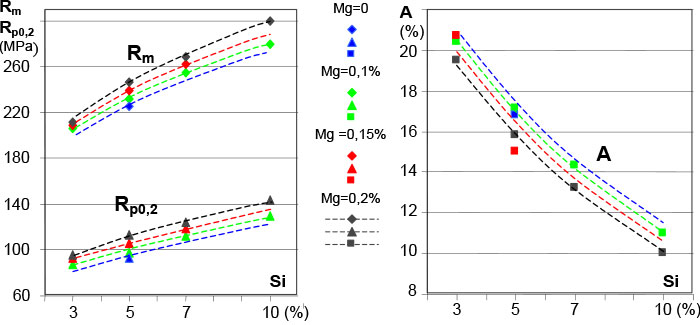
The influence of Si and Mg on mechanical properties in the F temper was shown and published by Pechiney/Alcan
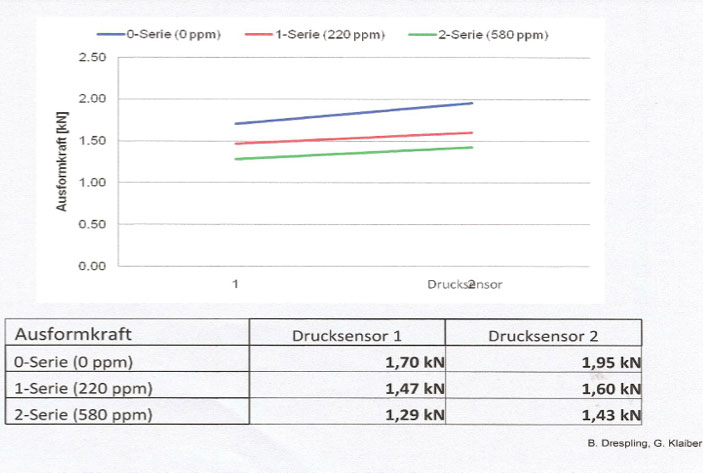
Effect of Sr on Die Soldering Resistance – Bernard M. Closset
Strontium provides die soldering resistance equivalent to iron and / or manganese at 10X lower concentrations. This allows alloys low in iron and manganese to be used in die casting.
Porosity and Shrinkage Formation (Sigworth)
-
Modification changes the distribution of porosity and shrinkage
-
Feeding is improved, shrinkage often disappears
-
Modification increases porosity in slowly cooled portions of a casting
-
Better degassing, grain refinement and faster freezing reduce porosity increase – which means that in diecasting it is not a problem.
Sr and feeding (Sigworth)
-
Strontium changes the nucleation and growth of the silicon eutectic, apparently by reacting with P.
-
The grain size of the eutectic phase increases by more than ten times.
-
This results in more segregation of gas, Fe and Cu; and creates open liquid channels to improve feeding.